In 1970 NANIWA firstly in the world developed and patented under
the name of Setsugo System a unique method to produce one seamlessly
jointed core from previously made cores which were inserted in one core
box and made into one core by another blowing. This technology became possible
due to close collaboration of tool designers and machine designers.
Later this method was successfully applied to engine crank case + cylinder
bore core packages for V-6, in-line 4 and in-line 6 engine blocks.
Before this method was invented, crank case with bore cores must be made
separately and then assembled into one package either by bonding or by
mechanical clamping ( by bolts). The traditional method has inevitably
following disadvantages: dimensional accuracy was not high and not stable,
parting lines between each core elements caused fins or burrs on castings,
gas defects often caused on castings by bonding material, not high productivity
and so on.
- extremely high dimensional accuracy ( alignment, concentricity and center-to-center
distance of cylinder bore cores) and its stability due to the fact that
the cylinder bore cores are blown in geometrically accurate core-box cavities;
- it allows to minimize wall thickness between bores and crank case bearing
partition, which eventually contributes to lightening engine, its higher
performance and fuel saving;
- core package free from parting lines gives fin-free castings;
- no bonding or mechanical clamping of core elements is required, no gas
defect caused by bonding material - remarkable decrease of rejects of castings;
- economy of sand and light weight of cores thanks to rationally arranged
hollows inside cores without decreasing core strength, which remarkably
enhances gas relieving effect at the time of molten metal pouring;
- higher productivity due to possibility of maximum automatization.
![]()
(1) Slab cores are set into the core box before blowing.
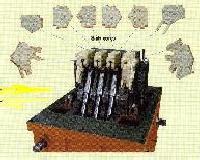
(2) A loading manipulator sets the slab cores into core box.
(3) The slab cores are firmly secured in the core box.
The core box is then closed and sand is blown.

(4) After completion of sand blowing, a single piece core containing the slab cores is pushed up out of the core box for removal by unloader.

THE SETSUGO SYSTEM guarantees dimensionally accurate bore pitches
and precision positioning of cylinder block cores.
l
On shell core making machines, especially those for horizontally parted
core-box, blow chips (or candles) are formed on made cores and excess sand
remains around blow holes on the core box. Blow chips must be broken off
either manually or mechanically and excess sand must be scraped off from
the top surface of core box by automatic mechanical scraper. According
to our analysis, sand loss comes up to 35-40 gm per one blow and one blow
hole ( or 20-25 gm in case non-cured sand is recycled). Sand loss comes
up at least to 100 kg in average per one machine in a day.
This caused not only waste of natural resource, but following problems:
- sand scattering inside and around machines followed by annoying cleaning
work;
- molding defects of cores and disorder of machines caused by broken particles
of blow chips or excess sand dropping into core-box cavities and machines;
-hampering to full automatic, no-man operation of machines and increased
hazards for maintenance man due to frequent access to machines.
Naniwa paid attention to these points from early years and successfully
solved them by improving design of blow nozzles. Several unique designs
of blow nozzles were patented by the company.
NANIWA offers the complete package system consisting of core making
machines and core box to fully meet specific customers' requirements.
NANIWA Core Making System produces top quality cores, based
on the proven core making technology.
Original spare parts for core box are standardized for easy replacement.
Core boxes are designed and manufactured accurately to approved drawings,
and trial operation of core making is conducted before shipment for a package
order.